

细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






超细粉加工设备(400-3250目)
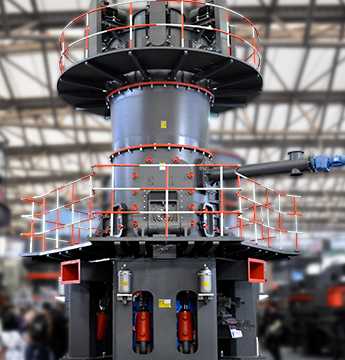
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

陶土精加工值线吗

.jpg)
各类机加工方式所能达到的精度粗糙度 知乎
2021年3月4日 在日常设计中,关于各类加工方式和不同精度/粗糙度的对应关系,总是不能完全记住。 例如一个件要冲压制作,但是不知道能不能达到设计精度。 当然,最方便的办法是问供应商,但是问完供应商,也不太清楚供应商是做2009年6月10日 加工精度是指零件加工后的实际几何参数 (尺寸、形状和位置)与理想几何参数的符合程度。 精度太高或太低都不合理。 粗车尺寸精度为IT8~IT10,精车尺寸精度为IT7~IT8 粗加工、半精加工和精加工的极限偏差百度知道2010年11月10日 该检验包括五个孔的定位加工和镗削,以及在不同轮廓上的一系列精加工,用来检查不同运动条件 下的机床性能,即仅一个轴线进给、两轴线的线性插补和圆弧插补。部分 精加工试件精度检验2024年12月7日 主要区别在使用的刀具直径方面,其中CNC铣加工的常用的刀具直径范围是640毫米,而CNC雕刻加工的刀具直径为023毫米。 2 CNC铣加工是不是只能做粗加 CNC精雕机加工必须了解的22个常识! 百家号

了解 CNC 加工公差:完整指南 Richconn 精密 CNC 零件
5 天之前 加工公差规定了零件在保持功能的情况下可以具有的最小值和最大值。 更严格的公差会使零件更接近精确的规格,而更大的范围则允许更多的变化。 为了清楚起见,这里有一个例 2024年11月20日 在陶瓷精雕机加工过程中,选用精度高、稳定性好的夹具,能够确保工件在加工过程中的精确定位和稳固夹持,减少因工件移动或变形导致的加工误差。陶瓷加工中心以及精雕机的加工精度维持是怎样的 知乎建议在机床搁置状态达到数天以上时,在进行高精密加工前进行30以上的预热;如果搁置状态仅为数小时,也建议在高精密加工前进行510的预热。1个μm的加工精度,你认为难吗?技术指南高德数控服务 2024年1月26日 虽然理论书上通常建议20℃,实际车间往往选择在2223℃之间,重点在于严格控制温度波动。 一般来说,加工精度可以分为精密度和精确度。 下图是一个直观的说明。 指 1个μm的加工精度,你认为难吗?机床工件精密度精确度

CNC精雕加工的22问题与回答 CSDN博客
2021年3月19日 主要区别在使用的刀具直径方面,其中CNC铣加工的常用的刀具直径范围是640毫米,而CNC雕刻加工的刀具直径为023毫米。 CNC铣加工是不是只能做粗加工,CNC雕 2015年5月18日 摘要,绝缘陶瓷材料具有抗压强度高、热稳定性好、高耐磨性、高硬度、高绝缘性等特点,在工程中逐渐得到广泛地应用。但是,绝缘陶瓷的硬脆性及绝缘性,使得传统的机械加工 高性能陶瓷材料的精密线切割加工方法 豆丁网2016年12月1日 首先要区分是粗加工还是精加工。 对于精加工,吃刀量很小,转速相对较高,进给则由加工效率、质量、刀具磨损等因素决定; 对于粗加工有一定的关系: 1刀具的材料和加工材料决定了加工的线速度,即刀刃和材料的相对首先要区分是粗加工还是精加工百度知道2011年8月2日 加工中心一般是铣削,理论上讲,转速S越高、进给F越小,那么粗糙度Ra越小。但实际切削情况远比这复杂的多,譬如:当刀具的线速度超过一个极限值时,铝材会产生粘刀,粗糙度反而会变大;同样F值过小时,刀刃不能完成正常切削变成摩擦时,也会降低表面光洁度。加工中心做粗糙度(RA)时:进给F和转速S该怎么给值
.jpg)
模具制作过程主要有: 设计,备料,粗加工,热处理,精加工,抛光
2017年2月5日 其中,粗加工应该只是针对模坯做出大致的尺寸和形状 热处理似乎是提高模胚的强度, 精加工又包含:CNC,EDM,线切,各类车床加工 问题是:1热处理为何不在粗加工后,再把精加工也做完,最后加强度? C是否单纯指刀具加工 3EDM的铜工是电极,具体不太明白从事机加工的人士,谈起精度来是不愿服输的。有时候,一些人在夸夸其谈时似乎把1微米的加工精度视为轻而易举的事情。然而,实际上,高精度加工是一个需要严谨对待的技术话题。本文旨在与大家就高精度加工的常识做较全面的科普。01基本常识:温度变化对材料的影响众所周知,材料 1个μm的加工精度,你认为难吗?技术指南高德数控服务 2024年4月25日 本报讯 (记者王锐)近日,丰顺县潭江镇陶土精加工项目成功招商签约并举行厂房动工仪式,推动潭江镇“百千万工程”走深走实、镇域经济发展壮大。 据了解,根据有关协议,丰顺恒誉枫坑新型材料科技有限公司将在潭江镇枫坑村投资建设陶瓷原料加工项目。陶土精加工项目落户潭江镇 梅州日报数字报2006年8月9日 陶艺制作的陶土是自己加工的吗?是不是田里的胶泥?如果是胶泥可以直接用吗?怎样才能让其干后不裂?不是吧那个要买的陶土加工很复杂的,基本原理就是和泥,但要用很多设备的。只有泥料水份比较均匀,制品厚薄比较均陶艺制作的陶土是自己加工的吗?是不是田里的胶泥?如果是
.jpg)
普通土能通过加工成为陶土吗? 百度知道
2012年7月25日 普通土能通过加工成为陶土吗 ?不能的,只有粘性很好,而且杂质含量很少的土才可以 百度首页 商城 注册 登录 资讯 视频 图片 知道 文库 贴吧 采购 地图 更多 答案 我要提问 2024年1月26日 对于没有精密加工 经验的工厂而言,在进行精密加工时,常常会将精度不稳定归咎于设备的精度问题。相反,有着精密加工经验的工厂深知这是最基本的认知。他们明白环境温度与机床的热平衡对于保持稳定的加工精度至关重要。这些经验丰富的 1个μm的加工精度,你认为难吗?温度进行变化2019年8月7日 目前精度可达0001mm级,表面质量也接近磨削水平。一般磨削为Ra125~016微米。电火花线切割机(Wire Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎联科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而 电火花线切割加工能达到的精度和表面粗糙度是多少?百度知道2016年8月6日 POWERMILL投影曲线精加工怎么样用 曲面轮廓铣采用曲线/点驱动方法可以在曲面上做多层单向加工,但无法实现混合加工,要想实现混合多层曲面加工,需要根据曲线按照投影方向拉伸一个辅助曲面出来,然后用曲面驱动POWERMILL投影曲线精加工怎么样用百度知道

【机加知识】内孔表面加工常用方法大汇总,又要收
2024年12月11日 文章浏览阅读13k次,点赞10次,收藏15次。前言内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。1 钻孔用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可 平坦部加工方式用于设置平坦部位加工的行距与走刀方式,其设置 与扫描线精加工的选项类似。 4.平坦部角度指定 打开“平坦部角度指定”选项,输入最小倾斜角度值,在指定值以下 CAXA制造工程师 等高线精加工百度文库2007年11月9日 各个机床加工所能得到的粗糙度值(精度)?一般的数控车床的精度都在加工0.01左右,定位精度是机床本身的精度来确定的,普通的数控车床,也就0.02左右,适用于大批量生产.同理,半精加工一般地在粗磨工序进行,加工各个机床加工所能得到的粗糙度值(精度)?百度知道陶土板,又称之 陶板,是以天然 陶土 为主要原料,不添加任何其它成分,经过高压 挤出成型、低温干燥并经过1200℃1250℃的高温烧制而成,具有绿色环保、无辐射、色泽温和、不会带来 光污染 等特点。 陶土板在经过煅烧出炉的一刻, 陶土板 百度百科
.jpg)
PowerMill5轴参考线精加工刀路控制技巧百度经验
2019年3月21日 除插铣和钻孔操作外,全部其它策略都直接支持5轴刀具对齐定位。然而,某些精加工策略仅对球头刀有效。对这些策略,如果使用端铣刀或刀尖圆角刀具,则可通过使用参考线精加工策略重新加工的方法来转换成5轴加工。2022年9月30日 车、铣、刨、磨加工能达到哪一级表面粗糙度值?,表面光洁度与表面粗糙度对照表光洁度(旧国标)粗糙度级别Ra(μm)Ra(μm)方案1方案2方案3 140~8车、铣、刨、磨加工能达到哪一级表面粗糙度值?2024年4月5日 车削轴类工件,粗加工留多少,半精加工留多少?粗加工:06mm。半精加工:03mm。轴,长度在200mm左右,直径在20mm左右,粗车留加工余量一般在3~4mm,调质后,精车留量06mm左右,最后再精磨达图就可以了。但是如果车削轴类工件,粗加工留多少,半精加工留多少?百度知道2023年12月12日 02 什么是超精加工 ?超精加工是精加工的一种,旨在实现更加光滑的表面。 超精加工的特征 超精加工是以低压力将砂轮按压在低速旋转的工件上,从而高精度完成表面研磨的加工方法。通过砂轮转动,并以较低压力将其按压在工件上,可对工件 精加工、超精加工、镜面加工 米思米MISUMI技术之窗
.jpg)
陶器诞生的工序:从黏土的可塑性讲起古建中国
2024年12月5日 这些材料包括石英、沙子等,它们可以填充黏土的孔隙,增加土样的密实性,从而提高土体的抗剪强度。例如,古人在陶土中加入适当的砂粒、蚌壳末、陶片碎末、草末等羼和料,以达到减低陶土黏性、防止干裂、使陶质疏松、增加陶土熔点等目的。2024年4月25日 近日,丰顺县潭江镇陶土精加工项目成功招商签约并举行厂房动工仪式,推动潭江镇“百千万工程”走深走实、镇域经济发展壮大。 据了解,根据有关协议,丰顺恒誉枫坑新型材料科技有限公司将在潭江镇枫坑村投资建设陶瓷原料加工项目。梅州市人民政府门户网站 项目动态 陶土精加工项目落户潭江镇2024年3月6日 车加工轴时,留多少精车余量合适?粗加工:06mm。半精加工:03mm。轴,长度在200mm左右,直径在20mm左右,粗车留加工余量一般在3~4mm,调质后,精车留量06mm左右,最后再精磨达图就可以了。但是如果轴的长度达到5车加工轴时,留多少精车余量合适? 百度知道精密精加工 市场上越来越苛刻的质量标准正在极大地提高精密表面处理工艺的重要性。这些处理方法 毛刺可以被定义为工具或机器的作用在物体上留下的尖锐缺陷、粗糙边缘或脊线。 它们是对光滑加工表面的功能或外观有负面影响的杂质。 毛刺是由 金属零件的精加工工艺 │ DLyte
.jpg)
总投资预计2亿元!丰顺潭江镇举行陶土精加工项目招商签约仪式
2024年4月19日 4月17日,潭江镇举行陶土精加工项目招商签约暨厂房动工仪式。丰顺县人大常委会副主任张良生,县“百千万工程”指挥办、县招商和企业服务中心、县财政局、县科工商务局等相关负责人参加活动。2022年11月9日 没有精密加工经验的工厂,在去做精密加工时,往往将精度不稳定的原因归咎于设备精度问题。而有精密加工经验的工厂,他们都知道这是最基本的常识,对于环境温度与机床的热平衡会非常重视。精密加工中,温度对精度的影响有多大?特种加工实训教程(线切割加工综合训练)②、工件因配合的关系需要倒圆角。 其值一样为:f=丝半径+单边放电间隙(+精加工余量) 一样,线 径补偿的编程操纵也有编程预补偿和机床补偿两种方式。在编程预补偿和机床补偿两种方式中,采纳机床自动 特种加工实训教程(线切割加工综合训练)百度文库2023年12月14日 事实上,精密加工务必注意一系列加工细节。01 高精密加工的工艺前提 慢走丝机床都带有工艺参数库,其工艺参数一般都是在具体条件下(如工件材料、电极丝、温度20±1℃、湿度4080%等)试验得出的。如果下述条件发生变化或者不能达标,可能会导致加工±1μm,高精密慢走丝加工有哪些技巧?机床工件型孔夹持
.jpg)
开粗时,什么情况选择精加工刀路,什么情况不用精加工刀路
2016年12月2日 开粗时,什么情况选择精加工刀路,什么情况不用精加工刀路???“精加工刀路”是刀具完成主要切削刀路后所作的最后切削的刀路。选择添加精加工刀路复选框,并输入精加工步距值,以便在边界和所有岛的周围创建单个或2021年3月4日 在日常设计中,关于各类加工方式和不同精度/粗糙度的对应关系,总是不能完全记住。 例如一个件要冲压制作,但是不知道能不能达到设计精度。 当然,最方便的办法是问供应商,但是问完供应商,也不太清楚供应商是做各类机加工方式所能达到的精度粗糙度 知乎2009年6月10日 加工精度是指零件加工后的实际几何参数 (尺寸、形状和位置)与理想几何参数的符合程度。 精度太高或太低都不合理。 粗车尺寸精度为IT8~IT10,精车尺寸精度为IT7~IT8。 车削加工表面粗糙度为Ra16。 有色金属车削加工表面粗糙度提高05~1级。 粗铣尺寸精度为IT11~IT13,精铣尺寸精度为IT8~IT11。 铣削加工表面粗糙度为Ra32。 有色金属铣削加工 粗加工、半精加工和精加工的极限偏差百度知道2010年11月10日 该检验包括五个孔的定位加工和镗削,以及在不同轮廓上的一系列精加工,用来检查不同运动条件 下的机床性能,即仅一个轴线进给、两轴线的线性插补和圆弧插补。部分 精加工试件精度检验
.jpg)
CNC精雕机加工必须了解的22个常识! 百家号
2024年12月7日 主要区别在使用的刀具直径方面,其中CNC铣加工的常用的刀具直径范围是640毫米,而CNC雕刻加工的刀具直径为023毫米。 2 CNC铣加工是不是只能做粗加工,CNC雕刻加工只能做精加工? 回答这个问题之前,我们首先了解一下工艺过程的概念。 粗加工过程的加工量大,精加工的加工量小,所以有人习惯性的将粗加工认为是 “重切削”、将精加工认为是“轻 5 天之前 加工公差规定了零件在保持功能的情况下可以具有的最小值和最大值。 更严格的公差会使零件更接近精确的规格,而更大的范围则允许更多的变化。 为了清楚起见,这里有一个例子:如果轴的加工公差为 20 ± 001 毫米,则最终零件可以是 1999 毫米和 2001 毫米之间的任何尺寸,并且仍然能够按要求 了解 CNC 加工公差:完整指南 Richconn 精密 CNC 零件 2024年11月20日 在陶瓷精雕机加工过程中,选用精度高、稳定性好的夹具,能够确保工件在加工过程中的精确定位和稳固夹持,减少因工件移动或变形导致的加工误差。陶瓷加工中心以及精雕机的加工精度维持是怎样的 知乎建议在机床搁置状态达到数天以上时,在进行高精密加工前进行30以上的预热;如果搁置状态仅为数小时,也建议在高精密加工前进行510的预热。1个μm的加工精度,你认为难吗?技术指南高德数控服务

1个μm的加工精度,你认为难吗?机床工件精密度精确度
2024年1月26日 虽然理论书上通常建议20℃,实际车间往往选择在2223℃之间,重点在于严格控制温度波动。 一般来说,加工精度可以分为精密度和精确度。 下图是一个直观的说明。 指使用同种备用样品进行重复测定所得到的结果之间的重现性、一致性。 有可能精密 度高,但并不意味着结果精确。 例如, 使用1mm的长度进行测定得到的三个结果分别为1051mm、1053 2016年12月2日 选择添加精加工刀路复选框,并输入精加工步距值,以便在边界和所有岛的周围创建单个或多个刀路。 可以用中心线刀具补偿来请求多个精加工刀路(请参见非切削移动中的刀具补偿选项卡)。开粗时,什么情况选择精加工刀路,什么情况不用精加工刀路 2021年3月19日 主要区别在使用的刀具直径方面,其中CNC铣加工的常用的刀具直径范围是640毫米,而CNC雕刻加工的刀具直径为023毫米。 CNC铣加工是不是只能做粗加工,CNC雕刻加工只能做精加工? 回答这个问题之前,我们首先了解一下工艺过程的概念。 粗加工过程的加工量大,精加工的加工量小,所以有人习惯性的将粗加工认为是 “重切削”、将精加工认为是“轻切 CNC精雕加工的22问题与回答 CSDN博客
煅后焦磨粉机煅后焦磨粉机煅后焦磨粉机
--石灰石粉碎机冶炼废渣碳酸钙粉碎站重庆
--石灰石协会会长
--辽宁全新矿石粉碎设备上海建冶重工机械
--曲靖市工业磨粉机厂家安全标准化
--上海沥青高细立磨
--刚玉重钙磨粉机雷蒙机报价
--粉体超细机械磨
--烘干式立式磨机
--民用粉碎 机
--硅酸盐高细立磨
--石膏标准稠度的单位是什么
--哪有磨元明粉芒硝粉的机器
--高钙粉混凝土沉底
--什么是掏底崩落爆破
--涿州生石灰氧化钙石灰石
--浙江白云石磨粉设备
--南京附近矿石磨粉机出售
--上海600×900矿石磨粉机主轴
--操作输送机的注意事项有哪些?
--大连方解石破机
--赤峰萤石价格
--页岩片粉磨设备
--年产10万吨磷石膏煅烧设
--石灰石方解石需要什么资质
--黎明重工立式辊磨机立磨设备报价
--辽宁雷蒙磨
--上海泡沫粉碎机
--炭黑微粉磨环辊磨优点
--煤炭转化设备
--