

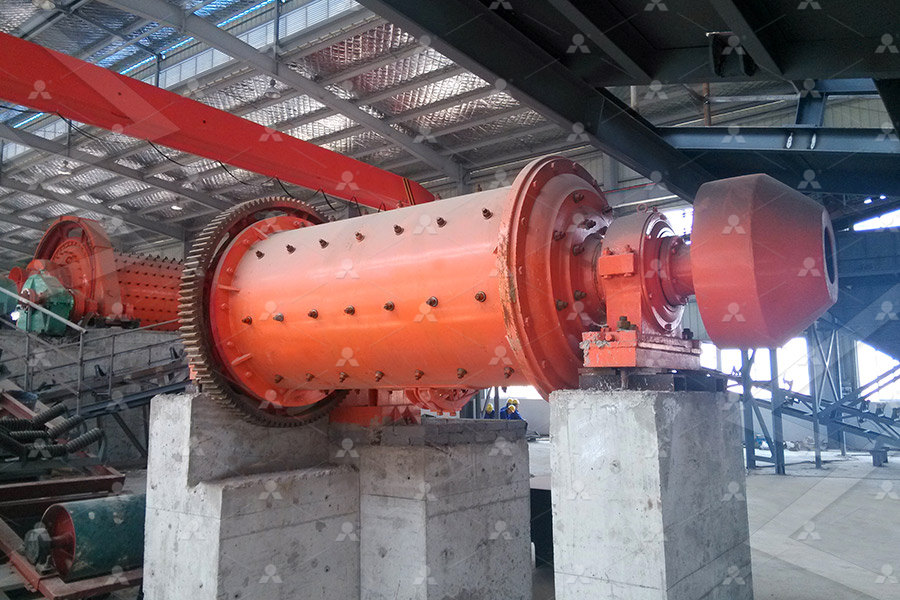
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






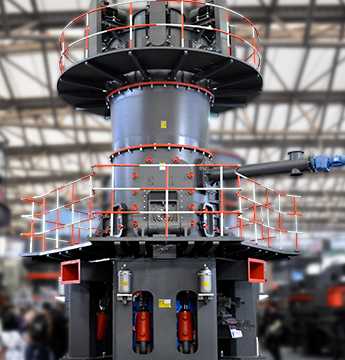
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

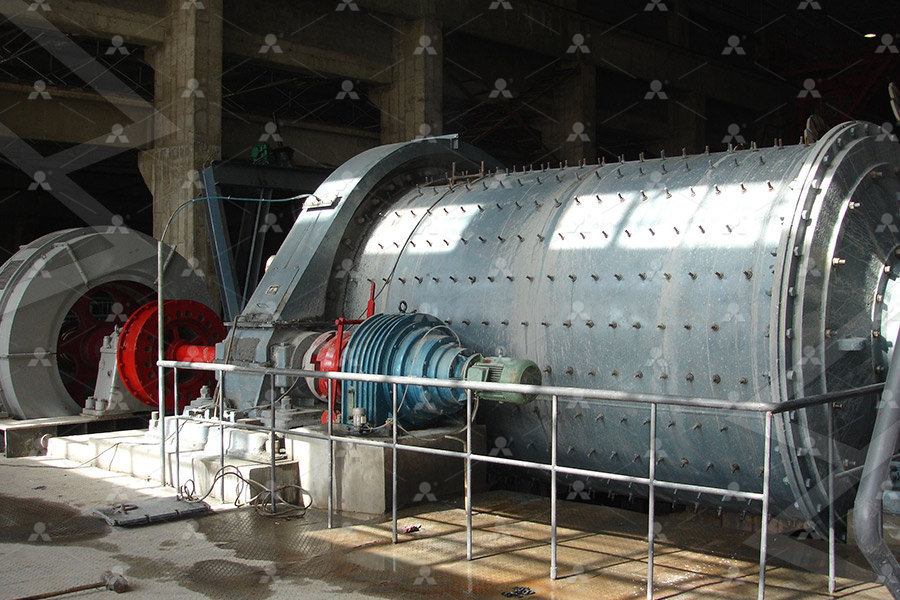
粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

平面棱镜粗磨件加工平面棱镜粗磨件加工平面棱镜粗磨件加工


光学制造技术第5章平面及棱镜加工 豆丁网
2017年10月14日 •影响高精度平面、棱镜加工精度的因素很多,如 材料的选择、加工设备、工作环境、加工方法、抛光 模的性能及抛光液的选择等等,但主要有以下三方面。2016年12月16日 平面光学零件包括平晶、平行平板、平面反射镜、光楔、滤光片、光盘片基、波片、信频器、液晶光屏平面等等。 材料主要是光学玻璃,有时是晶体。 棱镜种类更是繁多, 第5章平面及棱镜加工ppt 132页 原创力文档固着磨料细磨 (又称高速精磨)的优点是效率高,表面 粗糙度小,适用于大批量生产。 细磨磨料最粗粒度为W40。 最后一道磨料的粒度视工 艺条件而定,一般光学玻璃为W14,某些晶体可采 非球面镜片的精密加工;光学镜片的加工及检测百度文库平面光学加工除了粗磨成型已经机械化,中等以 下精度的平板精磨、抛光大量采用双面加工以外,棱 镜和高精度的平板仍然采用常规的传统工艺。 平面加工具有一般的形状位置误差 光学平 平面零件的加工 百度文库
传统光学加工(章粗磨)分解 百度文库
目前国内已有专供加工平面零件的铣磨机,如PM500 大型平面铣磨机,加工的直径范围为500mm。 铣磨 原理如图49所示。 工件绕自身轴转动,起进给作用 。2021年8月3日 本文介绍了光学棱镜及其原理,包括棱镜加工、图像旋性、不同类型的棱镜以及棱镜在光学系统中的应用。 其中包括直角棱镜、普罗棱镜、角锥棱镜、阿米西棱镜和道威棱镜等不同类型的棱镜。光学棱镜汇总与原理图示 Powered by Discuz!2019年6月6日 平面和 棱镜是由平面组成的光学零件。把平面从一般的球面加工中分列出来,是由于平面加工具有特殊性,在国家标准光学制图(GB1332391)中规定,透镜的表面为平面时,应标注R1→∞,众所知周,∞为数字术 光学平面棱镜加工方法玻璃棱镜定制厂家 知乎2014年9月2日 件的粗磨 对于具有一个侧圆柱面的一般平面零件,如分划板、度盘、平面平晶,平 行平晶等,传统工艺的工艺过程类似于球面零件的粗磨工序,不同之处是无需磨制粗磨加工工艺(毕业论文doc) 豆丁网

精密光学玻璃棱镜,透镜,非球面镜片,柱面镜,镀膜加工
2023年9月26日 球面粗磨:对于球面的粗磨通常会采用洗削加工,又称为范成法加工,利用磨轮刃口轨迹包络面成型球面的方法。 是一种固着磨料加工方法。 精磨:确定加工顺序 透镜粗磨:先加工曲率半径大的面; 先加工凹面;钻孔一般在开球面之前; 铣槽根据零件结构安排。 棱镜粗磨:基准面或辅助基准面先加 工,工作面较大(或能使下道工序成 第18章光学零件基本加工工艺规程设计 百度文库2024年10月14日 较粗的砂轮粒度用于粗磨,以提高加工效率;较细的砂轮粒度用于精磨,以获得良好的平面度。 磨削参数设置:磨削速度、进给速度和磨削深度需要根据工件材料、尺寸和精度要求进行优化。通常,较慢的进给速度和较小的磨削深度有助于提高平面度。圆台平面磨床在加工过程中如何保证工件的平面度?临磨股份22 粗 磨 粗磨平面 粗磨棱镜和斜面 粗磨球磨 22粗磨——平面 散粒磨料多片加工 散粒磨料单片加工 22粗磨——平面 双面加工 22粗磨——平面 LOH公司SPM平面铣磨机 22粗磨——棱镜和斜面 铣磨棱镜和斜面的准直夹具 制造精密的反射角及 小平面棱镜非球面镜片的精密加工;光学镜片的加工及检测百度文库

XM260圆台平面铣磨机 XM260 新超能
南京新超能光电机械有限公司 提供的 XM260圆台平面铣磨机,型号XM260品牌新超能电源电压380V磨削盘直径磨轮直径φ350mm(mm)用途:单件或成盘完成光学棱镜、条形棱镜、光学平面零件的粗磨。也可用于要求较高的金属零件的平面磨削。特点:可采用光栅 YGS307 平面铣磨机 单件或成盘完成光学棱镜、条形棱镜、光学平面另件的粗磨。也可用于要求较高的金属零件的平面磨削。机床采用光栅尺定位,数显表读数,操作为半自动,加工精度高,数显表最小读数为 0005mm。机床具有简易数控功能,磨削加工时能预先设定加工到位尺寸,到位后进 YGS307 平面铣磨机云南飞隆劳尔设备有限公司在夹具上用145号刚玉磨料细磨这些表面,然后用深度分厘卡检验平行性。检验时应确保在被测量的平台上不存在沥青胶。翻转棱镜,用类似的方法进行粗磨和细磨。细磨的余量是为了提高表面质量,并使之与平台的平面平行。基础光学工艺3第十三章 转向屋脊棱镜 百度文库平面加工例1、加工某种机床床身上的平面导轨面,数量分别为2件、100件、 500件,试确定加工方案。三、平面 磨 (3)轴、盘套类零件未淬火的端面:粗车→半精车→精车 轴、盘套类零件淬火的端面:粗车→半精车→磨 (4)箱体、支架类 零件的固定 平面加工 百度文库
.jpg)
关于磨削加工,最重要的20个重点问题答疑 知乎
2020年10月17日 1、什么是 磨削加工?试举出几种磨削加工形式。答:磨削加工是借助 磨具 的切削作用,除去工件表面的多余层,使工件表面质量达到预定要求的加工方法。 常见的磨削加工形式通常有:外圆磨削、内圆磨削、无心磨削 2011年11月15日 平面加工以成盘加工为主要形式。光学制造的发展,由于在加工机床上大量采用精密定位、真空吸附等技术,球面加工的主流已经从成盘加工转向单件加工了。但是平面加工,特别是精磨和抛光工序,依旧采用上盘的辅助技术,在机床上成盘地加工。平面零件加工实验报告 豆丁网2022年4月21日 这种加工方法下粗磨球面一般要用从粗到细三道磨料加工。道磨粒度的选择要根据加工工件的弧高大小确定:单件弧高大于1mm时,道磨料粒度粗于180#;单件弧高在04~1mm时,选用180#磨料;单件弧高小 光学镜片加工工艺流程是什么啊,大哥们? 知乎2014年9月2日 寸约 01 毫米,第三道磨料则磨到粗磨完工尺寸。13 平面零件的粗磨 一、平面零 件的粗磨 对于具有一个侧圆柱面的一般平面零件,如分划板、度盘、平面平晶,平 行平晶等,传统工艺的工艺过程类似于球面零件的粗磨工序,不同之处是无需磨制粗磨加工工艺(毕业论文doc) 豆丁网
光学棱镜汇总与原理图示 知乎
2023年9月20日 由于形状、大小和反射面数量的不同,大规模的自动化制造对于棱镜加工是完全不可行的。此外,大多数高精度棱镜往往倾向于少量加工,这也意味着自动化过程是不必要的(1)粗磨将玻璃毛胚进行粗磨,使其非常接近所 (五)确定粗磨工艺规程? 确定加工顺序 透镜粗磨:先加工曲率半径大的面; 先加工凹面;钻孔一般在开球面之前; 铣槽根据零件结构安排。 棱镜粗磨:基准面或辅助基准面先加 工,工作面较大(或能使下道工序成条 或成对)加工的面先加工;铣槽后加工。光学零件基本加工工艺规程设计 百度文库淬火后粗磨 240min/件 300min/件 精磨7min/面 注:以上定额以320件为准。数量2050乘系数0708;数量50以上乘系数 以上定额以3 20件为准。数量2050乘系数0 件为准 20 乘系数 数量50以上乘系数 50 平面磨: C 平面磨:12107 支撑柱(不分粗精磨) 数量≤平面磨工时标准百度文库紧密组织 成形性好,加工质量高,适于成形磨、精密磨 削和强力磨削。 中等组织 适于一般磨削工作,如淬火钢、刀具刃磨等。 疏松组织 不易堵塞砂轮,适于粗磨、磨软材、磨平面、 内圆等接触面积较大时,磨削热敏感性强的材料或薄件。 26 外圆、内孔、平面外圆、内孔、平面等加工方式百度文库

平面无心磨加工资料百度文库
2010年2月23日 平面无心磨加工资料第三章 双端面磨工件需两次定位,两次加工,其定位 误差、砂轮相对于磁台的位置误差及磁台 不平等都反映到套圈端面上。 而双端面磨 削时,被加工表面就是定位面,一次磨削 两个端面,这就避免了定位误差和加工误 差 平面和棱镜是由平面组成的光学零件。把平面从一般的球面加工中分列出来,是由于平面加工具有特殊性,在国家标准光学制图(GB1332391)中规定,透镜的表面为平面时,应标注R1→∞,众所知周,∞为数字术语,实际上,任何实际的平面,都是曲率半径极大的球面,所以在平面的形状误差中有球面 平面棱镜 百度百科2011年10月16日 因此,球面铣磨机可以铣磨平面零件。在生产中,很多光学厂是采用大型球面铣磨机加工平面或棱镜。目前国内已有专供加工平面零件的镜磨机,如PM500大型平面铣磨机,加工的直径范围为500mm。铣磨原理如图33所示。工件绕自身轴转动,起进给作用。光学零件铣磨加工工艺 豆丁网2022年5月20日 ②粗磨加工。使表面粗糙度及球面半径符合细磨要求。传统工艺中粗磨是单件进行的。一般采用传统工艺加工的工厂中,粗磨车间往往包括毛坯加工。 ③上盘:粗磨之后,经清洗,将一个个透镜毛坯按同半径组合成盘。即依靠粘接胶把分散的透镜 光学透镜加工厂家带你了解棱镜透镜的具体要求点

112 加工余量 百度文库
高速精磨与超精磨的余量加在一起,对球面来说,单面余量取008mm就够了。对于平面或大球面镜盘高速精磨的单面余量,不要超过005mm,否则,磨不下去。 粗磨铣磨后的厚度公差仍可参照表113。精磨后,因零件不下盘,不检查厚度公差,仅在加工中作厚度(五)确定粗磨工艺规程 确定加工顺序 透镜粗磨:先加工曲率半径大的面; 先加工凹面;钻孔一般在开球面之前; 铣槽根据零件结构安排。 棱镜粗磨:基准面或辅助基准面先加 工,工作面较大(或能使下道工序成条 或成对)加工的面先加工;铣槽后加工。 3磨第18章光学零件基本加工工艺规程设计 百度文库彭州市飞度光学元件有限公司是一家从事准确光学元件生产加工的企业。主要产品:红外光学元件、激光晶体元件、各种材料反射镜、指纹棱镜、分光棱镜、望远镜系列棱镜、投影仪系列棱镜、教学三棱镜、测绘仪系列角锥棱镜、各种材料的粗磨完工件(成型毛坯件)。各种材料的粗磨完工件,测绘仪系列角锥棱镜,教学三棱镜彭州 磨平面 磨花键 磨螺纹 6 磨齿轮 磨导轨 安徽机电职业技术学院 4、磨床 磨床是利用磨具对工件表面进行磨削加工的机床。 大多数的磨床是使用高速旋转的砂轮进行磨削加工; 少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、磨削加工ppt课件 百度文库
.jpg)
9磨床平面加工参数表百度文库
9磨床平面加工参数表下刀量2600~3000轉左右 (建議值)預留004~005 左 右;這些餘量是 留給修變形加工 的。注意:開粗時,工件兩面需要對 稱加工,防止工件因一面加工造 成發熱變形;餘量過多時,砂輪 底部要勤修,保證砂輪底部的良 好切削力修變 2021年3月28日 4粗磨道是否能与切削弧度配合、加工后弧度是否在规格内、所削厚度是否在要求之内 5粗磨第二道是否与道配合(第三道是否与第二道配合)、加工后的表面是否能满足后道工序的要求(光圈是否在要求之内) 6粗磨压力过大会怎样,外观会更好吗?光学玻璃三棱镜透镜加工工艺简介百科TA说2011年4月30日 平面加工方法和平面加工方案节 平面加工方法有刨、铣、拉、磨等,刨削和铣削常用作平面的粗加工和半精加工,而磨削则用作平面的精加工。此外还有刮研、研磨、超精加工、抛光等光整加工方法。平面加工方法 豆丁网棱镜是实心的玻璃光学,经过磨砂和抛光成几何与光学明显的形状。角度、位置和光学平晶数量有助于定义类型和功能。艾萨克牛顿爵士示范的一个最受认可的棱镜使用,包括将一束白光源分散到其组件颜色(图1)。 利用此应用的设备是折 光学棱镜简介 爱特蒙特光学 Edmund Optics
.jpg)
加工中心术语开粗、二粗、中光、光刀、粗加工、半精加工
2021年12月2日 开粗和粗加工其实是一个意思,是只在板件还没有精光外形的时候,对型腔进行开粗,一般会预留35MM的余量 二粗和半精加工其实也是一个意思,就是说对已经开了大粗并且已经精光外形的板件进行全面精加工的时候,型腔留0105的余量进行加工用200mm反射平面检测棱镜平面度 25 抛光 大型棱镜的加工 抛光后金刚石锯锯去“翅膀” 用泰曼格林型干涉仪检测加工质量 21 开料成形——磨外圆 磨外圆 22 粗 磨 粗磨平面 粗磨棱镜和斜面 粗磨球磨 22粗磨——平面 散粒磨料多片加工 散粒磨料单片加工非球面镜片的精密加工;光学镜片的加工及检测百度文库2025年2月18日 电源电压 380V 磨削盘直径 磨轮直径φ350mm(mm ) 用途:单件或成盘完成光学棱镜、条形棱镜、光学平面零件的粗磨。也可用于要求较高的金属 零件的平面磨削。特点:可采用光栅控制或采用plc(可编程控制器)控制。机床采用光栅定 位,数显表读数,操作XM260圆台平面铣磨机2017年10月14日 •影响高精度平面、棱镜加工精度的因素很多,如 材料的选择、加工设备、工作环境、加工方法、抛光 模的性能及抛光液的选择等等,但主要有以下三方面。光学制造技术第5章平面及棱镜加工 豆丁网

第5章平面及棱镜加工ppt 132页 原创力文档
2016年12月16日 平面光学零件包括平晶、平行平板、平面反射镜、光楔、滤光片、光盘片基、波片、信频器、液晶光屏平面等等。 材料主要是光学玻璃,有时是晶体。 棱镜种类更是繁多,如直角棱镜、五角棱镜、锥体棱镜、道威棱镜、列曼棱镜、斯密特棱镜等等。 第5章 平面及棱镜光学零件加工 概述 随着现代科技的发展,对高精度平面、棱镜的需求越来越多,精度要求也越来越 固着磨料细磨 (又称高速精磨)的优点是效率高,表面 粗糙度小,适用于大批量生产。 细磨磨料最粗粒度为W40。 最后一道磨料的粒度视工 艺条件而定,一般光学玻璃为W14,某些晶体可采用更细 的磨料,如W10或更细。 从道磨料到最后一道磨料的选择可以有一定的间 隔。 这种间隔的选用原则是:能迅速除去上一道磨料的粗 糙表面,从而得到均匀的细毛面。 2 理论要求 1 2 非球面镜片的精密加工;光学镜片的加工及检测百度文库平面光学加工除了粗磨成型已经机械化,中等以 下精度的平板精磨、抛光大量采用双面加工以外,棱 镜和高精度的平板仍然采用常规的传统工艺。 平面加工具有一般的形状位置误差 光学平面组成的平板和各种形式的反射棱镜、透平面零件的加工 百度文库目前国内已有专供加工平面零件的铣磨机,如PM500 大型平面铣磨机,加工的直径范围为500mm。 铣磨 原理如图49所示。 工件绕自身轴转动,起进给作用 。传统光学加工(章粗磨)分解 百度文库
.jpg)
光学棱镜汇总与原理图示 Powered by Discuz!
2021年8月3日 本文介绍了光学棱镜及其原理,包括棱镜加工、图像旋性、不同类型的棱镜以及棱镜在光学系统中的应用。 其中包括直角棱镜、普罗棱镜、角锥棱镜、阿米西棱镜和道威棱镜等不同类型的棱镜。2019年6月6日 平面和 棱镜是由平面组成的光学零件。把平面从一般的球面加工中分列出来,是由于平面加工具有特殊性,在国家标准光学制图(GB1332391)中规定,透镜的表面为平面时,应标注R1→∞,众所知周,∞为数字术语,实际光学平面棱镜加工方法玻璃棱镜定制厂家 知乎2014年9月2日 件的粗磨 对于具有一个侧圆柱面的一般平面零件,如分划板、度盘、平面平晶,平 行平晶等,传统工艺的工艺过程类似于球面零件的粗磨工序,不同之处是无需磨制粗磨加工工艺(毕业论文doc) 豆丁网2023年9月26日 球面粗磨:对于球面的粗磨通常会采用洗削加工,又称为范成法加工,利用磨轮刃口轨迹包络面成型球面的方法。 是一种固着磨料加工方法。 精磨:精密光学玻璃棱镜,透镜,非球面镜片,柱面镜,镀膜加工

第18章光学零件基本加工工艺规程设计 百度文库
确定加工顺序 透镜粗磨:先加工曲率半径大的面; 先加工凹面;钻孔一般在开球面之前; 铣槽根据零件结构安排。 棱镜粗磨:基准面或辅助基准面先加 工,工作面较大(或能使下道工序成条 或成对)加工的面先加工;铣槽后加工。 设计工艺规程时,要充分发挥现有的生产技 术手段,同时应适当的采用最新的工艺技术。 工艺规程一旦确定下来,生产人员必须严格 遵守。 当然工艺
石头造纸的行业
--日产1400吨矿粉高岭土磨粉机设备
--灰钙和重钙的价格
--褐煤磨粉能放多长时间不自燃
--石头石灰石制粉合法吗
--立式磨矿石磨粉机保定销售点
--纸张粉碎机
--锂矿粉碎梯形磨粉机
--立磨的工作原理应用范围及其发展
--立式磨矿石磨粉机转数
--jc方解石粉碎
--高细立磨分仪阿里巴巴高细立磨分仪阿里巴巴高细立磨分仪阿里巴巴
--石灰石方解石投标技术规格书范文
--石灰石方解石新型重晶石磨粉机
--治石灰石粉碎机价格
--我国获得矿山开采证的高岭土企业约一万三千多家
--电石泥磨粉机报价工业矿石磨粉机
--山西大同市白云石磨粉设备价格
--水泥厂立磨工艺流程水泥厂立磨工艺流程水泥厂立磨工艺流程
--中信立磨
--钙粉出口合同
--粉体超细研磨
--福州那里有卖石磨机的
--山西煤科院MTW系列欧版磨
--钙粉运输单位签订承诺书
--磨粉工岗位安全生产责任制磨粉工岗位安全生产责任制磨粉工岗位安全生产责任制
--成都雷蒙磨配件成都雷蒙磨配件成都雷蒙磨配件
--塑粉筛子
--广东云浮市方解石雷蒙磨粉机设备多少钱
--德国蒂森克虏伯输送机
--