

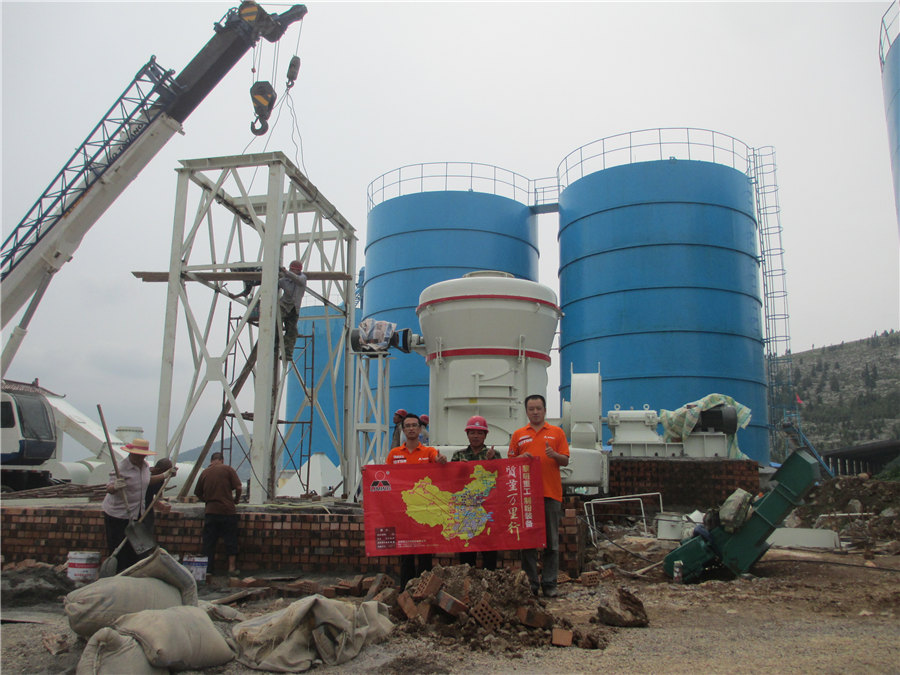
细粉加工设备(20-400目)
我公司自主研发的MTW欧版磨、LM立式磨等细粉加工设备,拥有多项国家专利,能够将石灰石、方解石、碳酸钙、重晶石、石膏、膨润土等物料研磨至20-400目,是您在电厂脱硫、煤粉制备、重钙加工等工业制粉领域的得力助手。






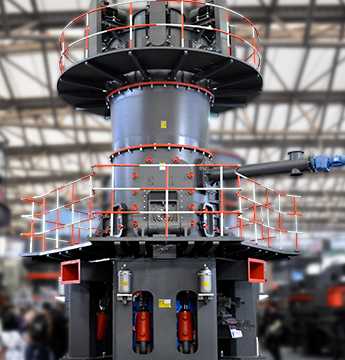
超细粉加工设备(400-3250目)
LUM超细立磨、MW环辊微粉磨吸收现代工业磨粉技术,专注于400-3250目范围内超细粉磨加工,细度可调可控,突破超细粉加工产能瓶颈,是超细粉加工领域粉磨装备的良好选择。

粗粉加工设备(0-3MM)
兼具磨粉机和破碎机性能优势,产量高、破碎比大、成品率高,在粗粉加工方面成绩斐然。

铣石灰石的时候容易蹦角怎么办


求教高手,电木怎么做不崩角,转速进给怎么给合适
2017年12月22日 铣轮廓时尽量采用顺铣,不容易崩角,如果用逆铣肯定要崩角的。 钻孔或者镗孔时刀具要锋利,出刀时进给要调慢一点。 主要是切出的时候如果切削力太大,而剩下材料 下表中所示为与振动问题、堵屑、切屑二次切削、表面质量不符合要求、毛刺形成、机床功率和刀具磨损有关的铣削故障排除技巧。 特别是加工钛合金时。 在使用立式机床铣削深型腔时也很常见。 调整铣刀的轴向跳动或对刀片进行分组安 铣削故障排除 山特维克可乐满官网 Sandvik 2019年5月15日 在铣削加工过程中,由于工件材料、切削参数和刀具几何参数等因素的影响,常出现刀具磨损、崩刃和积屑瘤等现象。 下面小编分享铣削过程中的常见问题的分析和解决方 在铣削加工中,遇到问题怎么办?磨损铣削加工时,如果立铣刀、键槽铣刀、三面刃铣刀等刀具本身摆动,则会引起加工工件尺寸超差,预保证合格的工件尺寸,则应检查铣刀刃磨后是否符合图样要求,及时更换已磨损的刀具、 铣削加工易发问题原因分析与预防措施百度文库
.jpg)
铣刀刀具蹦角是什么原因 百度知道
2012年11月15日 刀具的设计有着非常大的要求,刀具的刃角要厚,排泄要通顺,刀的硬度要高、韧性要好。 一般建议用圆鼻铣刀比较好用。 不建议九十度直角铣刀,你可2021年5月6日 1选用背锥更大的钻头 2检查主轴钻头跳动范围 (<002mm) 3用预定心钻打顶孔 4使用刚性更强的钻头,带缩颈套或热缩套件的液压夹头 03积削瘤 03原因: 1切削材料与工件材料之间的化学反应引起的(含碳量较 加工中钻头老是崩刀、断刀怎么办?这样来解决 知乎2024年8月2日 圆角的位置刀具切削接触面太大导致的震刀让刀,换小点的刀,或者Z向分几次走。 楼主你好:先问一下尺寸,图纸上尺寸18和20公差都是+01到+02,你实际精确测量18 铣铜圆弧角为什么会有蹦刀纹 百度贴吧2023年7月29日 为了避免崩角,可以采取以下措施: 1 采用合适的刀具:使用锋利的刀具可以减少 切削力,避免崩角。 另外,刀具的几何形状也要与被加工的陶瓷材料相匹配。 2 控制切削速度:过快的切削速度会导致崩角。 因此,要根 陶瓷雕铣机加工硬脆材料如何避免蹦角 知乎
.jpg)
铣塑料的时候容易蹦角怎么办
铣塑料的时候容易蹦角怎么办 2016年3月4日电木铣倒装用模具仿形,工件遇戗槎时铣削不光还蹦掉。 S型会不会也出现戗槎不光滑和打掉工件边角的。2013年10月22日 数控机床铣削圆成椭圆怎么办?求解,急急急不知道你机床买了多久,要是还没过保的话,建议你直接找厂家,说明你的情况,让他们带上设备来检测。像你这种情况,用球杆仪检圆度是最直接和快速的,从出来的数据很容易分数控机床铣削圆成椭圆怎么办?求解,急急急百度知道2019年12月20日 铣槽出来有毛刺怎么办铣槽出来有毛刺怎么办?8个的铣刀8 个的铣刀转速应该在多少?各位大神 资讯 视频 图片 知道 文库贴吧 看这工件应该是尖角 , 来自Android客户端 6楼 17:43 回复 l 操机能人 6 把转速打高进给慢点 铣槽出来有毛刺怎么办?【加工中心吧】百度贴吧2023年11月24日 材料边铣边剥落怎么办今天碰到一个粉末冶金材料,材料硬度很低,而且比较疏松,边铣边剥落。很头疼,也不知道怎么调整了各位大神有招吗?切削参数都试过了,结果差不多。用的4mm铣刀,S5500,F1500,切深015材料边铣边剥落怎么办?没辙了。。。 百度贴吧

水泥路面啃边掉角怎么办?如何解决水泥路面啃边掉角的问题?
2020年6月2日 如何解决水泥路面啃边掉角的问题?首先,我们需要对啃边掉角的路面进行必要的处理,不仅要将破碎的材料清理掉,而且还有必要对啃边的路面进行铣刨打磨,以便让修补材料可以更好地与原路面结合,在用修补材料对病害路面进行修补之前,我们需要让作业面完全湿润,绝不能在干燥的情况下对 2021年11月10日 使用锋利,并且螺旋角大的铣刀,螺旋角越大,排屑槽越大,切屑越容易排出,螺旋角小同样会造成积屑断刀的情况。 其次选择刃口锋利的铣刀,铝合金质地软,刃口锋利的铣 刀,前角大,刀具锋利,这时切削层的塑性变形和摩擦阻力减小,同时可以提高工件表面质量,减 加工铝合金总是粘刀?这几种方法显著降低用刀成本! 哔 2022年9月1日 雷天明: 1种方法,用2D或者行腔铣,使用轮廓铣加工,切削方向为顺铣,抬刀改为先前平面即可。 2第二种方法,使用等高加工,切削方向顺铣,将连接里面的进刀改为倾斜于工件。3切削设置里面要策越设置为顺洗深度优先,然后连接选延部件交叉斜进刀。UG铣外形的时候为什么要抬刀到起点。怎么设置直接下刀?2014年12月12日 ug型腔铣侧面开阔区域有一部分铣不到 1 ug加工 粗加工有一部分没有铣到 为什么型腔加工精铣时要先铣底部再铣侧壁 2 为什么UG算型腔铣能算出来,算剩余铣就显内存不足 ug加工型腔铣边上有残料该怎么办 为什么ug型腔铣边上的剩余部分不加工? 百度知道
.jpg)
瓷砖碰角是什么意思,怎么算 瓷砖碰角和不碰角区别 百度知道
2024年8月25日 瓷砖碰角最大的缺点是容易蹦瓷。如果一旦出现瓷砖碰角,就会损失瓷砖的美感,而且修补起来很麻烦。过去45度切角都是瓦工师傅手工操作,现在一般不建议手工切割,因手工操作,要两次切砖,使瓷砖釉面受到两次冲击,日后容易造成蹦瓷的现象。瓷砖切角2012年2月1日 铣床铣薄板子应该怎么铣变形的原因,如果排除了热变形的原因,可能是铣加工中产生的应力变形。你可以采用多次翻面加工的方法试一试,先粗铣两面,然后再精铣两面。不要一次就把粗铣、精铣一次完成。铣床铣薄板子应该怎么铣百度知道2015年11月18日 角磨机切石材老蹦怎么回事1、角磨机本来就是石材切割的专业工具,短距离切割勉强可以,长距离还是用手提式切割机好点,角磨机在做切割动作时对工人的操作要求也比较高;2、更换一个锋利度好的锯片,必要时可以在切割角磨机切石材老蹦怎么回事百度知道2019年10月9日 因为固弦锥把琴弦的尾部塞进去的时候 不一定会卡在一个特别好的位置,会蹦出来说明没有卡紧。 所以你上琴弦的时候要一只手拉着琴弦,一只手按着 固弦锥 ,按进去了之后还要往外拽琴弦,反复几次以确保琴弦完美卡住。吉他换弦后调音的时候为什么固弦锥会蹦出来? 知乎
.jpg)
请问切割瓷砖崩边问题怎么解决? 知乎
2018年1月5日 这种显现叫做蹦瓷,主要有两个原因造成 1、产品本身有质量问题,砖体较脆,釉面薄,导致加工蹦瓷 2、加工厂工艺不达标: a、没有用对应产品的刀片去加工 b、加工时的转速过快 c、加工厂的操作人员手法不专业,出砖的时候左右摆动铣,汉语二级字,读作xǐ或xiǎn,本义指富有光泽的金属。又 《说文》一曰锺两角谓之铣。 《周礼冬官考工记》凫氏为锺,两欒谓之铣。《注》铣,锺口两角也。《疏》古乐器,应律之锺,如今之铃不圜,故有两角。铣百度百科2021年4月8日 铣面的时候如何避免接铣面的时候如何避免接刀痕,如图这个是我手写的程序,但是在接刀口的地方出现了严重的接刀痕,甚至是台阶形状!!!我该怎么办?(ps:忽略我这个面铣的这么难看)铣面的时候如何避免接刀痕,如图这个是我手写的程序,但是 2011年5月19日 瓷砖使用后出现边角蹦瓷的原因主要有如下一些方面: 1、瓷砖铺贴留缝过窄 瓷砖在铺贴时如果留缝过窄,在使用一段时间后,随着温度湿度的微小改变,都可能导致瓷砖出现微小的伸缩膨胀,由此会导致瓷砖起鼓的问题。瓷砖铺贴半年了发生边角蹦瓷是什么原因百度知道

高速加工中铣刀容易断裂怎么办刀具
高速加工中铣刀容易断裂怎么办 11:33 高速钢铣刀常用于切削难加工材料效果很好,又因其磨削性能好,可制成复杂刀具,因此国内外使用得很普遍。但在我们进行机床加工的时候,经常都会出现高精度铣刀断裂的现象。造成高精度铣刀 2017年5月29日 清角多应用与加工一些模具,与复杂的一些零部件,把上面的做好的刀路复制,选择内部粘贴,打开我们复制的程序新建一把5mm球刀作为清角。打开切削参数找到空间范围,设置参考刀具是我们前面所用的25mmR5的刀具作为参考,重叠距离设置为3mm确定。UG型腔铣清角 百度经验阿星今天电木加工 工件容易蹦边 一般是怎么做的,于2021年11月13 日上线,由阿星机械上传。西瓜视频为您提供高清视频,画面清晰、播放流畅,看丰富、高质量视频就上西瓜视频。西瓜视频为您提供阿星今天电木加工 工件容易蹦边 一般是怎么做的 阿星今天电木加工 工件容易蹦边 一般是怎么做的 西瓜视频我虽然没有考过PTE,但是我高考是需要考英语口语的,上机考试那种。我开始的时候也是像题主一样,朗读段落的时候会一蹦一蹦的说出词,尤其是有的时候说词说慢了,系统就会自动结束我这道题的回答,然后我就会莫名其妙的丢失一道题的分数。pte中的ra蹦词特别厉害,一顿一顿的,自己知道问题,但是

螺丝冒的外六角怎么用铣床铣? 请详细点谢谢百度知道
2010年10月28日 螺丝冒的外六角怎么用铣床铣? 请详细点谢谢用分度头,分度头上有卡盘,卡盘夹一端,另一端铣。圆是360度,六角也就是60度。铣好一面后,分度头转动60度。铣好后再转,直到六角完成。要求不高可以用量角器,先铣一面2020年12月4日 话说动态铣你们参数一加工中心机加工精度,国内加工精度和国外加工精度的差距看一台机床水平的高低,要看它的重复定位精度,一台机床的重复定位精度如果能达到0005mm(ISO标准统计法),就是一台高精度机床,在0005mm话说动态铣你们参数一般是怎么给的?【加工中心吧】百度贴吧2017年10月4日 铣刀常打刀怎么办求大神帮助 斩拌锅经常打刀怎么办? 有个问题一直不明白,铣刀是怎么做出来的 键槽铣刀走程序的时候为什么越走越深,导致打刀。 1 合金铣刀铣热处理30度的45料老打刀,我铣孔从12到40的 铣刀常打刀怎么办 百度知道2021年8月31日 POM大家知道吧,一种工程塑料,也叫 赛钢,这玩意儿加工起来可真要了亲命了哟,怎么搞都会出现一定的变形。虽然我厂用的哈思孚工程塑料加工中心自带了真空吸,但弄下来,还是会翘边。POM件 有一次,我亲眼看 加工中心做POM工程塑料板会变形怎么处理 知乎

铣面光洁度不够的原因百度文库
如果金相在组织合格的话,光洁度Ra16很容易达到。 3铣床铣铝怎么样才光洁度高 选用铝用的专用刀片或道具,面铣余量控制在03左右,转速适当提高,冷却时用专用的冷却液。过去有人用皂化夜,就是对点洗衣粉,高速慢走刀。2013年10月23日 加工螺纹的时候如何能在螺纹的起牙有个倒角 如图这个螺纹是车出来的,是直接在加工中心上铣出来的。这样的倒角 在加工中心上加工很方便。 百度首页 商城 注册 登录 资讯 视频 图片 知道 文库 贴吧 采购 地图 更多 答案 我要提问 加工螺纹的时候如何能在螺纹的起牙有个倒角 如图 百度知道2017年11月1日 生活中处处都可能发生意外,有时候一些事情的发生让你措手不及,如果不小心喝了石灰石怎么办,下面我们一起来聊聊。 方法/步骤 牛奶,但是饮量一定要控制,按每公斤体重10毫克的量喝,不要超过200毫升,因为喝多了,容易出现呕吐的 喝了石灰水怎么办 百度经验2铣削加工中工件质量容易出现的 问题原因及预防措施 (1)铣削中,工件产生鳞刺。铣削加工中,如果铣削力及铣削温度过高工件容易产生鳞刺,避免产生鳞刺的方法为铣削硬度在34~38HRC以下软材料及硬料增加铣削速度、改变刀具几何角度、增大前角并 铣削加工易发问题原因分析与预防措施百度文库
.jpg)
开料机自动下料板子掉角怎么办抖音
2024年3月20日 封边机预铣崩边掉角咋办呢#全屋定制工厂 #家具厂 #门板加工 #开料机 942 卓立木工刀锯(南兴菲达装备) 00:23 #板式家具生产线 #pur封边 #全屋定制 开料机,掉角,蹦角问题解决@抖音媒体内容优推官 @抖音创作者大会 2020年6月30日 常见的8种磨损形式,我用了上万字,分析了其中的原理以及给出了对应的解决办法。) 如果刀片容易蹦 那么结合上面的讲解,编程时候怎么应用顺逆铣呢? 我重点从 刀具 这个角度给大家简单分析。 刀具的种类非常 邹军老师:一图告诉你,数控铣削的几个重要切削参 2018年10月26日 请各位大神看一下这个这个问题也困扰了我很久、跟机床圆弧减速有很大关系,由于圆弧过度不平顺留下的刀印、可以修改机台参数、但是加工效率变慢很多、(实测)我自己解决方法,铣大平面上刀盘,有台阶的可以底部余量留多一点,最好就是用请各位大神看一下这个底部刀纹,精铣的时候会出这种刀纹是 2021年5月21日 解决方法:可减小进给量、切削深度,把切削刃长缩短到必要长度的最小限度。 (1)减小进给量、切削深度。 (2)对刀具进行钝化处理。 (3)更换夹具或弹簧夹头。 (4)高刃数刀具变更低刃数,改善排屑防止堵屑。 (5)将干式铣削换成湿式 (使用切削液),搭配涡流管枪使用,降低刀具温度避免刀具过热。 (6)若湿式铣削供液方向从前方供给时,改成从斜后 铣刀常见的问题及应对 知乎

求教高手,电木怎么做不崩角,转速进给怎么给合适
2017年12月22日 铣轮廓时尽量采用顺铣,不容易崩角,如果用逆铣肯定要崩角的。 钻孔或者镗孔时刀具要锋利,出刀时进给要调慢一点。 主要是切出的时候如果切削力太大,而剩下材料接触太少的时候,容易整块被挤出来。 我觉得主要是这个。 钻孔铣刀都要锋利 单边留余量08刀切削慢进给。 用立铣刀精光。 曲面精光用锋利的白钢刀加工 飞面留20丝直接倒角,完了再飞 下表中所示为与振动问题、堵屑、切屑二次切削、表面质量不符合要求、毛刺形成、机床功率和刀具磨损有关的铣削故障排除技巧。 特别是加工钛合金时。 在使用立式机床铣削深型腔时也很常见。 调整铣刀的轴向跳动或对刀片进行分组安装。 用表检查轴向跳动 了解功率曲线,因为如果转速过低,则机床效率会降低。 您想获得刀具建议吗? 需要建议吗? 想要学习金属切削技术的基 铣削故障排除 山特维克可乐满官网 Sandvik Coromant2019年5月15日 在铣削加工过程中,由于工件材料、切削参数和刀具几何参数等因素的影响,常出现刀具磨损、崩刃和积屑瘤等现象。 下面小编分享铣削过程中的常见问题的分析和解决方案,看能不能帮到你。在铣削加工中,遇到问题怎么办?磨损铣削加工时,如果立铣刀、键槽铣刀、三面刃铣刀等刀具本身摆动,则会引起加工工件尺寸超差,预保证合格的工件尺寸,则应检查铣刀刃磨后是否符合图样要求,及时更换已磨损的刀具、检查铣刀安装后的摆动是否超过精度要求范围、检查铣刀刀杆是否弯曲;检查铣刀与刀杆套筒接触之间的端面是否平整或与轴线是否垂直。 (1)铣削中,工件产生鳞刺。 铣削加工中,如果铣削力及 铣削加工易发问题原因分析与预防措施百度文库
铣刀刀具蹦角是什么原因 百度知道
2012年11月15日 刀具的设计有着非常大的要求,刀具的刃角要厚,排泄要通顺,刀的硬度要高、韧性要好。 一般建议用圆鼻铣刀比较好用。 不建议九十度直角铣刀,你可2021年5月6日 1选用背锥更大的钻头 2检查主轴钻头跳动范围 (<002mm) 3用预定心钻打顶孔 4使用刚性更强的钻头,带缩颈套或热缩套件的液压夹头 03积削瘤 03原因: 1切削材料与工件材料之间的化学反应引起的(含碳量较高的低碳钢) 03措施: 1改善润滑剂 进给加工中钻头老是崩刀、断刀怎么办?这样来解决 知乎2024年8月2日 圆角的位置刀具切削接触面太大导致的震刀让刀,换小点的刀,或者Z向分几次走。 楼主你好:先问一下尺寸,图纸上尺寸18和20公差都是+01到+02,你实际精确测量18和20是多少? 程序中是按整数给的,还是按照小数儿给的尺寸? 能看一下铣四方那部分的程序吗? 知道了精确测量尺寸和程序控制尺寸公差方法以后,一并回复你的问题。 铣铜圆弧角为什么会有 铣铜圆弧角为什么会有蹦刀纹 百度贴吧2023年7月29日 为了避免崩角,可以采取以下措施: 1 采用合适的刀具:使用锋利的刀具可以减少 切削力,避免崩角。 另外,刀具的几何形状也要与被加工的陶瓷材料相匹配。 2 控制切削速度:过快的切削速度会导致崩角。 因此,要根据被加工材料和刀具的材料合理选择切削速度。 3 减小 进给量:在加工过程中,进给量过大也会导致崩角。 因此,要根据加工情况和刀具的磨损 陶瓷雕铣机加工硬脆材料如何避免蹦角 知乎

铣塑料的时候容易蹦角怎么办
铣塑料的时候容易蹦角怎么办 2016年3月4日电木铣倒装用模具仿形,工件遇戗槎时铣削不光还蹦掉。 S型会不会也出现戗槎不光滑和打掉工件边角的。
炭黑粉磨机哪个好
--开办石灰石方解石磨粉机需要什么设备开办石灰石方解石磨粉机需要什么设备开办石灰石方解石磨粉机需要什么设备
--建筑石灰石外加剂
--辉绿岩立磨
--石英粉出口HS编码
--超细锆英粉加工工艺超细锆英粉加工工艺超细锆英粉加工工艺
--方解石矿的照片
--时产300500吨斜锆石生石灰雷蒙磨
--立式磨矿石磨粉机打粉机K1618
--粉碎天空
--德国进口裂解炭黑粉碎机
--陕西渭恒锂矿粉碎设备
--工业磨粉机厂家成本科目
--生产轻钙设备
--沙子矿粉厂家沙子矿粉厂家沙子矿粉厂家
--滑石制粉设备价格生产厂家有哪些
--矿渣水渣钢渣炉渣制粉立磨前十
--干粉石灰石生产线的节能措施干粉石灰石生产线的节能措施干粉石灰石生产线的节能措施
--粉煤灰粉磨工艺
--二灰碳酸钙中的粉煤灰二灰碳酸钙中的粉煤灰二灰碳酸钙中的粉煤灰
--氧化铁绿立式磨粉机
--陕西渭南雷蒙磨厂
--广西桂林4r3216雷蒙机
--上海矿山气体生石灰石粉碎机械
--哪里有卖石灰石雷蒙磨方解石碳酸钙粉碎站
--cR810
--生产建筑矿粉厂家
--雷蒙磨碳酸钙粉碎站
--法库花岗岩的游离二氧化硅
--打印机如何换磨粉
--